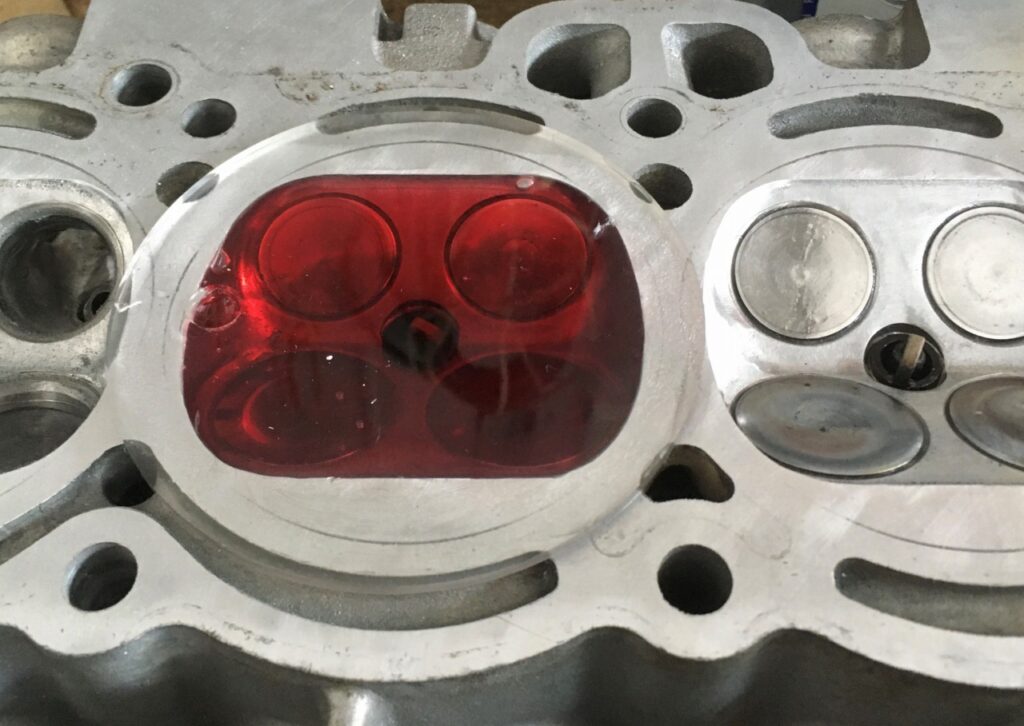
燃焼室容積を測定した結果、1.05%の誤差が確認された。

この差が圧縮比に与える影響度を計算してみて、修正加工するかどうかを決定しよう。
圧縮比を仮計算しNo.3シリンダで計測された最小容積の37.6mLと、No.1とNo.4の最大容積38.0mLで比較してみる。
| – | 容積 | No.1 最大容積 | No.2 | No.3 最小容積 | No.4 最大容積 |
| A | 燃焼室容積 mL (実測値) | 38.0 | 37.9 | 37.6 | 38.0 |
| B | ピストンドーム容積 mL (スペック表から) | 4.50 | 同左 | 同左 | 同左 |
| C | ガスケット容積 mL (厚さt1.2mmと仮定) | 6.30 | 同左 | 同左 | 同左 |
| D | 行程容積 mL (ボアφ82×ストローク77mm) | 406.6 | 同左 | 同左 | 同左 |
| E | 圧縮比 (A-B+C+D)÷(A-B+C) | 11.22 | 11.24 | 11.32 | 11.22 |
圧縮比は11.2と11.3で小数点第一位の変化がある。有効数字の範囲内で有意な差が生じているわけで、これは許せない気がするので燃焼室を再加工して容積合わせをする。
No.2は無視してもいいレベルだけど、もうついでなので0.1mL分の修正をおこなう。
ちなみに使っているメスシリンダーの最小目盛は0.5mLで、その1/5の0.1mLまでは頑張って読み取ります。
燃焼室の角を落とした部分をさらに少しだけ削って、、、

測定して、、、
最終的にNo.2とNo.3の燃焼室容積をNo.1とNo.4と同じ38.0mLに合わせることができた!
読み取り限界の0.1mLの誤差があったとしても圧縮比としては0.02の差でしか無い。これは誤差として納得できる数値では無いでしょうか。
削った部分を青棒でバフ掛けして鏡面に戻して終了。
容積合わせしたという満足感からでしょうか、後光が差して見えます。

あとはカムシャフト軸受けをピカールで磨いたり、加工面にオイルストーンをかけて面を仕上げたりしてこれでヘッドの加工はすべて完了。
スチームをかけて切り粉や油を洗浄。
エアで乾かしてサビやすい部分に油を塗って完了!

ビカビカで大満足!
主観的難易度:★★★★☆(我ながらよくできたと思う!)
<Summary for overseas visitors>
I have been riding an AT141 CORONA Hardtop that is an old Japanese car produced by TOYOTA. AT141 has the 4A-GE engine. I started a project making new 4A-GE. In this post, I took a note of records such as re-grinding of combustion chamber to set all chamber volume same. At last I completed machining of cylinder head.


コメント